🔧 Schritt 1: Drucker richtig aufstellen

Ein stabiler Standort ist wichtiger, als viele denken.
✔ Stabiler Untergrund
- Fester Tisch oder Werkbank
- Kein Wackeln beim Drucken
- Idealerweise keine dünnen IKEA-Regalböden 😉
✔ Genug Platz
- Mindestens 10–20 cm Abstand rundherum
- Platz für Filamentrolle
- Kabel nicht unter Spannung
✔ Umgebung beachten
- Keine direkte Zugluft (Fenster, Klimaanlage)
- Keine Heissluft von Heizlüftern
- Raumtemperatur möglichst konstant (20–25 °C ideal für PLA)
Optional: Ein Gehäuse (Enclosure) verbessert die Druckqualität und reduziert Geräusche.
🔩 Schritt 2: Mechanik-Quickcheck (ca. 10 Minuten)
Bevor du den ersten Druck startest, kontrolliere die Grundmechanik.
✔ Riemen prüfen
- Straff, aber nicht extrem gespannt
- Wenn sie «wie eine Gitarrensaite» klingen → zu fest
- Zu locker → unsaubere Drucke / Versatz
✔ Schrauben nachziehen
- Rahmen, Extruder, Bett
- Nur handfest – kein Überdrehen
✔ Rollen & Linearführungen
- Achsen von Hand bewegen
- Kein Kratzen oder Klemmen
- Bett darf nicht wackeln
✔ Kabel & Stecker
- Sitzen alle Stecker richtig?
- Keine gequetschten Kabel?
🧵 Schritt 3: Filament laden (PLA)


1️⃣ Nozzle aufheizen
- PLA: 200–215 °C
- Warten, bis Zieltemperatur erreicht ist
2️⃣ Filament vorbereiten
- Ende sauber & schräg abschneiden
- Keine ausgefransten Spitzen
3️⃣ Einführen
- Bis zum Widerstand einschieben
- Vorschieben, bis sauber Material aus der Düse kommt
✔ Das Material sollte gleichmässig fliessen – keine Blasen oder Knacken.
🧼 Schritt 4: Druckbett reinigen (extrem wichtig!)
Haftungsprobleme entstehen zu 80 % durch ein verschmutztes Bett.
Für PEI oder beschichtete Platten:
- Mit Isopropanol (IPA 70–99 %) reinigen
- Fusselfreies Tuch verwenden
Für Glas:
- IPA oder Glasreiniger
- Danach trocken wischen
🚫 Nicht mit den Fingern auf die Druckfläche fassen – Hautfett verhindert Haftung.
📐 Schritt 5: Bett leveln (Grundlage für Erfolg)
🔹 Mit Auto Bed Leveling (ABL)
- Trotzdem zuerst grob manuell leveln
- ABL gleicht nur kleine Unebenheiten aus
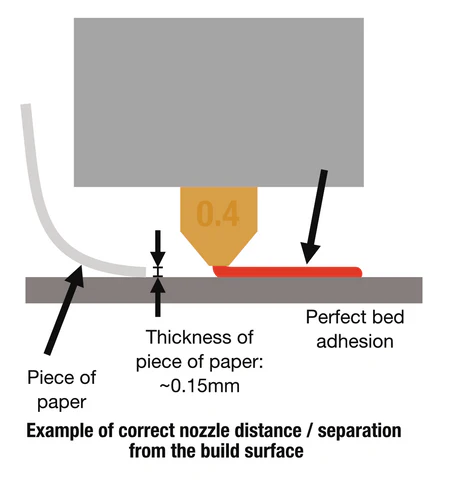
🔹 Ohne ABL – Papiermethode
- Düse auf Drucktemperatur bringen
- In jede Ecke und Mitte fahren
- Papier zwischen Düse & Bett
✔ Richtiger Abstand: Spürbarer Widerstand, Papier noch beweglich, kein Festklemmen.
💡 Tipp: Leveln immer bei aufgeheiztem Bett!
🎯 Schritt 6: Z-Offset einstellen (entscheidend!)
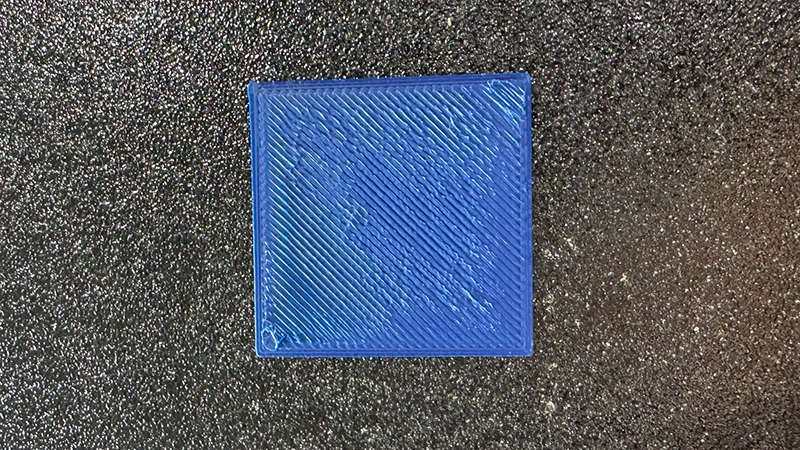
Der Z-Offset bestimmt den perfekten ersten Layer. Starte einen First Layer Test oder ein kleines Testquadrat.
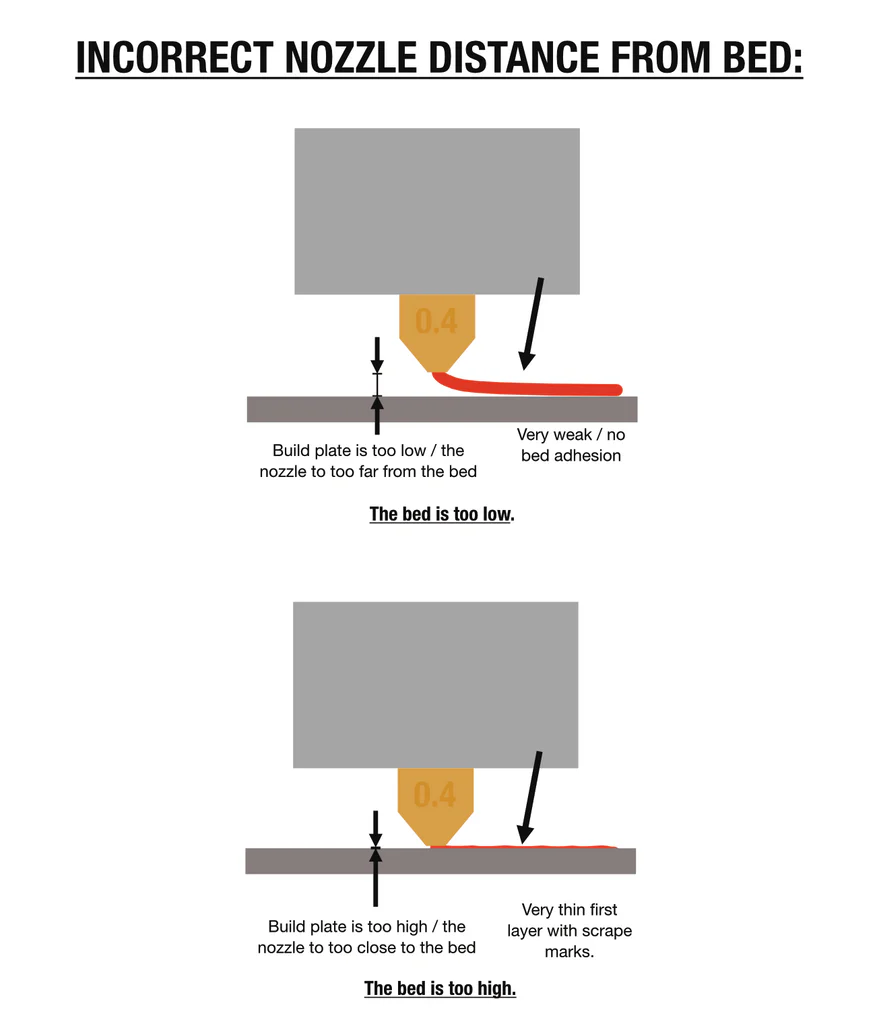
Beobachtung der ersten Lage:
| Problem | Ursache | Lösung |
|---|---|---|
| Linien rund, haften nicht | Düse zu hoch | Z-Offset kleiner (näher ans Bett) |
| Linien stark gequetscht | Düse zu tief | Z-Offset grösser |
| Rillen / Elefantenfuss | Zu nah am Bett | Offset erhöhen |
✔ Idealer First Layer: Leicht «gequetscht», geschlossene Oberfläche, keine Lücken.
🧪 Schritt 7: Erster Testdruck
Für den ersten Erfolg: 20 mm Kalibrierwürfel oder eine kleine Benchy.
Empfohlene PLA-Startwerte:
- Nozzle: 205 °C
- Bett: 60 °C
- Layerhöhe: 0,2 mm
- Geschwindigkeit: 40–60 mm/s
- Lüfter: ab Layer 2 → 100 %
Während des Drucks beobachten:
- Hält der First Layer?
- Gleichmässige Linien?
- Keine Knackgeräusche?
Wenn etwas schiefgeht → sofort abbrechen und korrigieren.
❄ Schritt 8: Nach dem Druck
- Druck vollständig abkühlen lassen
- PEI löst oft von selbst
- Keine Gewalt mit Spachtel bei heissem Bett
Bei Glas:
- Bett auf 30 °C oder weniger abkühlen lassen
- Leichter Druck von der Seite reicht meist
🔎 Häufige Anfängerfehler
- ❌ Bett nicht gereinigt
- ❌ Z-Offset ignoriert
- ❌ Zu schnell gedruckt
- ❌ Billiges, feuchtes Filament
- ❌ Nicht aufgeheizt gelevelt
🧠 Extra-Tipps für perfekten Start
- Filament trocken lagern (Luftfeuchtigkeit vermeiden)
- Firmware prüfen (aktuell?)
- Erste Drucke klein halten
- Änderungen immer nur einzeln testen
Falls du Probleme beim ersten 3D-Druck haben solltest oder schlechte Ergebnisse erzielst, findest du wie immer Hilfe in unserer Rubrik Troubleshooting.