Underextrusion im 3D-Druck entsteht, wenn der Drucker weniger Filament extrudiert als vorgesehen. Das Ergebnis: Lücken zwischen Linien, schwache Layerhaftung und instabile Bauteile. Für eine saubere Oberfläche und stabile Teile ist eine gleichmäßige, kontrollierte Extrusion entscheidend.
Woran erkennt man Underextrusion?

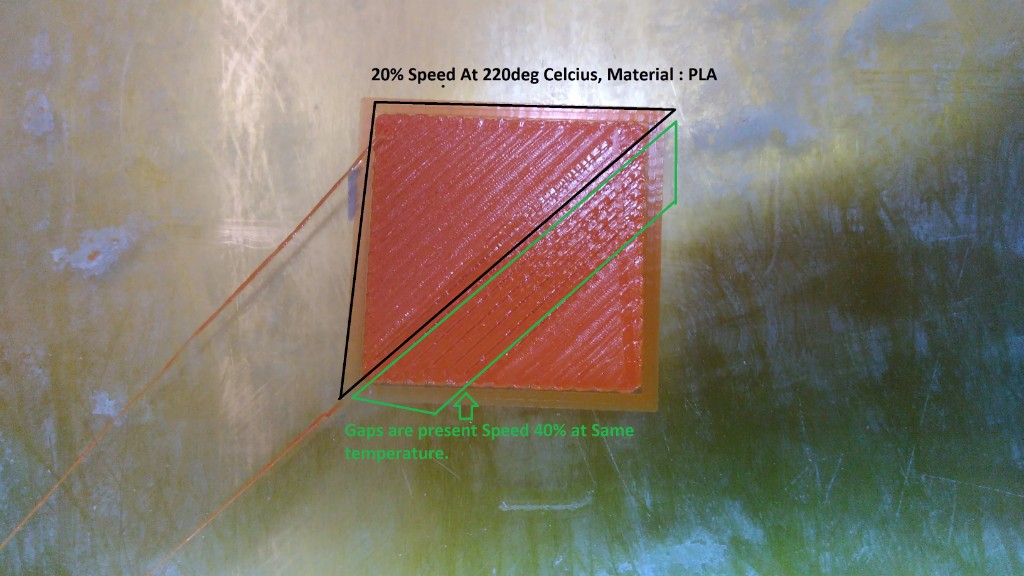
Typische Anzeichen:
- Sichtbare Lücken zwischen Extrusionslinien
- Dünne, ungleichmäßige Außenwände
- Fehlende Infill-Strukturen
- Schlechte Layerhaftung (Bauteil bricht leicht)
- Knackende Geräusche am Extruder
Hauptursachen für Underextrusion
1. Verstopfte oder verschlissene Düse
Teilweise Blockaden durch:
- Filamentreste
- Staub
- verbranntes Material
Lösung:
- Cold-Pull durchführen
- Düse reinigen oder ersetzen
- Hochwertiges Filament verwenden
2. Zu niedrige Drucktemperatur
Ist die Temperatur zu niedrig, fließt das Material nicht ausreichend.
Tipp: Temperatur in 5 °C-Schritten erhöhen, bis der Materialfluss stabil ist.
3. Falsche E-Step-Kalibrierung
Wenn der Extruder weniger Filament fördert als berechnet, entsteht systematische Underextrusion.
Kalibrierung:
- 100 mm Filament markieren
- Extrusion auslösen
- Tatsächliche Fördermenge messen
- E-Steps entsprechend anpassen
4. Falscher Flow-Wert im Slicer
Der Flow-Wert (Extrusion Multiplier) bestimmt die Materialmenge.
- Standard: 100 %
- Bei Underextrusion: vorsichtig auf 102–105 % erhöhen
5. Filamentdurchmesser falsch eingetragen
Weicht der eingetragene Wert vom realen Durchmesser ab, berechnet der Slicer falsche Materialmengen.
Vorgehen:
- Filament mit Messschieber an mehreren Stellen messen
- Durchschnittswert im Slicer eintragen
6. Mechanische Probleme im Extruder
Mögliche Ursachen:
- Abgenutztes Antriebsrad
- Zu geringer Anpressdruck
- Rutschendes Filament
- PTFE-Schlauch nicht korrekt eingesetzt
Regelmäßige Wartung verhindert Materialförderprobleme.
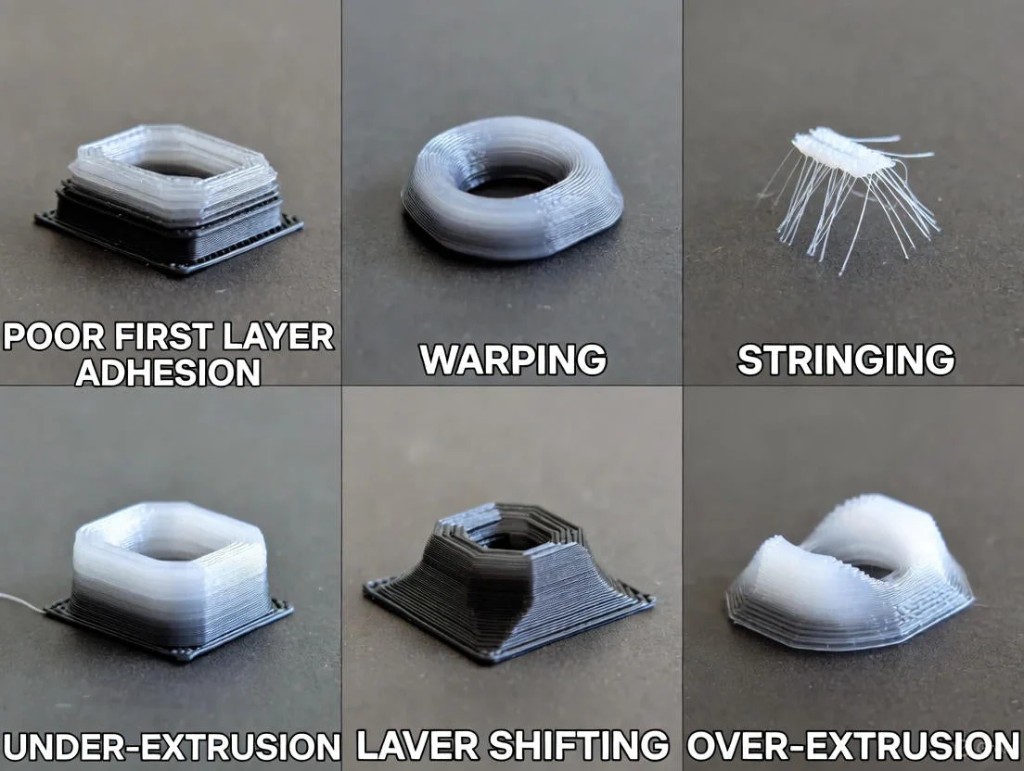
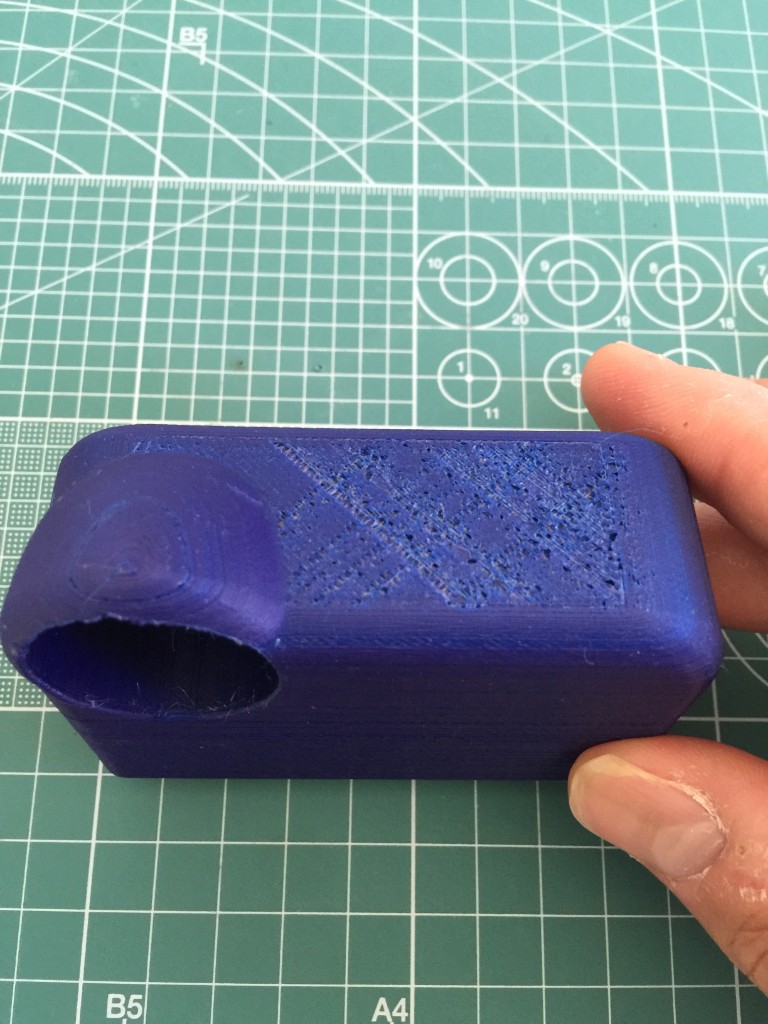
Oberflächenqualität bei Underextrusion
Underextrusion wirkt sich direkt auf die Oberfläche aus:
- Raues, ungleichmäßiges Erscheinungsbild
- Sichtbare Lücken
- Schwache Außenwände
- Schlechte Deckschichten
Besonders kritisch ist Underextrusion bei Top-Layern – hier entstehen schnell Löcher.
Schritt-für-Schritt-Lösung bei Underextrusion
- Düse prüfen und reinigen
- Temperatur leicht erhöhen
- Flow-Wert kontrollieren
- E-Steps kalibrieren
- Filamentdurchmesser messen
- Extrudermechanik überprüfen
Nur eine Einstellung nach der anderen ändern – so bleibt die Ursache nachvollziehbar.
Materialabhängige Besonderheiten
| Material | Risiko für Underextrusion |
|---|---|
| PLA | Gering |
| PETG | Mittel |
| ABS | Mittel |
| TPU | Hoch (wegen Flexibilität) |
Flexible Filamente wie TPU erfordern oft geringere Geschwindigkeit und angepasste Retraction.
Präventive Maßnahmen
- ✔ Filament trocken lagern
- ✔ Regelmäßig Düse kontrollieren
- ✔ Extruder sauber halten
- ✔ Qualitätsfilament verwenden
- ✔ Druckprofile dokumentieren
Fazit
Underextrusion ist kein Zufallsproblem, sondern meist das Ergebnis einer falschen Kalibrierung oder mechanischer Einschränkungen. Mit sauber eingestellten E-Steps, korrekt gewählter Temperatur und gewarteter Mechanik lässt sich eine konstante Materialförderung sicherstellen.
Wer systematisch vorgeht, verbessert nicht nur die Oberfläche, sondern auch Stabilität und Maßhaltigkeit seiner 3D-Drucke deutlich.