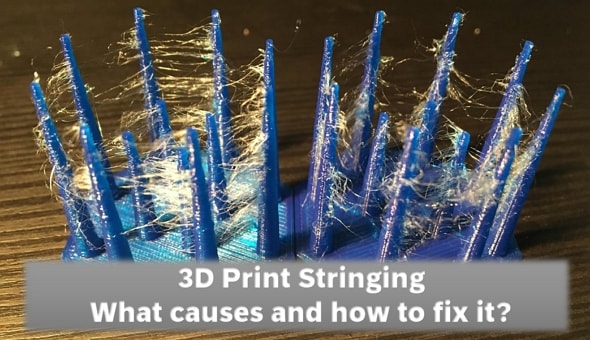
Was ist Stringing im 3D-Druck?
Typische Merkmale:
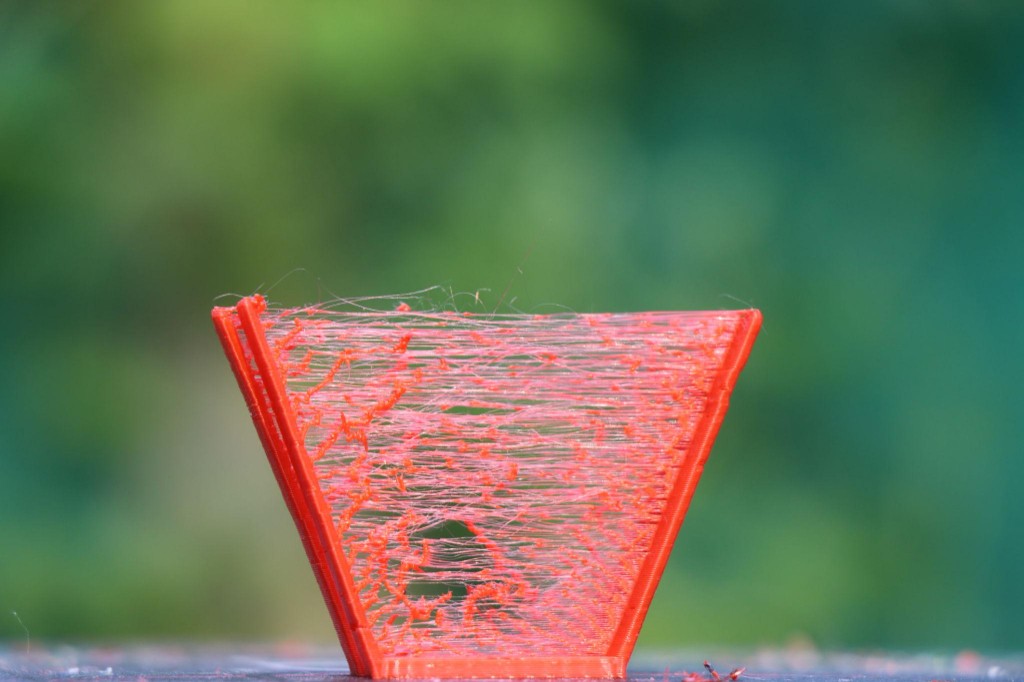
- Feine Fäden zwischen getrennten Druckbereichen
- „Spinnweben“ im Innenraum des Modells
- Unsaubere Oberfläche
- Erhöhter Nachbearbeitungsaufwand
Besonders sichtbar wird Stringing bei Modellen mit mehreren Türmen oder weit auseinanderliegenden Details.
Hauptursachen für Fädenbildung
1. Zu hohe Drucktemperatur
Je heißer das Filament, desto dünnflüssiger wird es – und desto leichter tropft es aus der Düse.
Lösung: Temperatur in 5 °C-Schritten reduzieren, bis die Fäden deutlich weniger werden.
2. Falsche Retraction-Einstellungen
Retraction zieht das Filament bei Leerfahrten leicht zurück. Ist der Wert zu gering, tropft Material weiter.
Typische Richtwerte:
- Direct Drive: 0,5–2 mm
- Bowden-System: 3–6 mm
Auch die Retraction-Geschwindigkeit spielt eine Rolle (z. B. 25–45 mm/s).
3. Zu langsame Travel-Bewegungen
Je länger die Düse zwischen zwei Punkten unterwegs ist, desto mehr Zeit hat sie, Material abzugeben.
Lösung: Travel-Speed erhöhen (z. B. 150–250 mm/s, je nach Drucker).
4. Feuchtes Filament
Feuchtigkeit im Filament führt zu Dampfblasen und unkontrolliertem Austreten von Material.
Anzeichen:
- Knackende Geräusche beim Drucken
- Unruhiger Extrusionsfluss
Lösung: Filament trocknen (z. B. 4–6 Stunden bei 40–50 °C für PLA).
Slicer-Optimierung gegen Stringing
Retraction richtig einstellen
- Retraction-Distanz testen (Retraction-Tower drucken)
- Retraction-Geschwindigkeit anpassen
- „Combing Mode“ aktivieren (vermeidet Leerfahrten außerhalb des Bauteils)
Z-Hop gezielt einsetzen
Z-Hop hebt die Düse leicht an, um Kratzer zu vermeiden. Zu hoher Z-Hop kann jedoch Stringing verstärken.
👉 Nur verwenden, wenn wirklich nötig.
Coast- und Wipe-Funktion
Viele Slicer bieten:
- Coasting: Stoppt Extrusion kurz vor Bewegungsende
- Wipe: Wischt die Düse über das Bauteil, um überschüssiges Material zu entfernen
Diese Funktionen helfen besonders bei PETG.
Materialabhängige Unterschiede
| Material | Stringing-Anfälligkeit |
|---|---|
| PLA | Gering bis mittel |
| PETG | Hoch |
| ABS | Mittel |
| TPU | Hoch |
PETG neigt aufgrund seiner zähen Konsistenz besonders zu Fädenbildung.
Mechanische Faktoren beachten
- Düse auf Verschleiß prüfen
- PTFE-Schlauch korrekt einsetzen
- Extruder sauber halten
- Keine teilweisen Verstopfungen
Selbst kleine Ablagerungen an der Düse können Fäden begünstigen.
Nachbearbeitung bei Stringing
Falls doch Fäden entstehen:
- Heißluftföhn vorsichtig einsetzen
- Feuerzeug kurz und mit Abstand verwenden
- Mechanisch mit Pinzette entfernen
Achtung: Nicht überhitzen – sonst verformt sich das Bauteil.
Profi-Tipps für perfekte Oberflächen
- ✔ Temperatur so niedrig wie möglich, so hoch wie nötig
- ✔ Retraction testen statt schätzen
- ✔ Filament trocken lagern
- ✔ Travel-Geschwindigkeit erhöhen
- ✔ Düse sauber halten
Fazit
Stringing ist kein unvermeidbares Problem, sondern ein Zeichen für Optimierungspotenzial. Mit gezielten Anpassungen bei Temperatur, Retraction und Materialqualität lassen sich Fäden deutlich reduzieren oder vollständig vermeiden.
Wer systematisch testet und Parameter dokumentiert, erreicht dauerhaft saubere Oberflächen und professionelle Druckqualität.