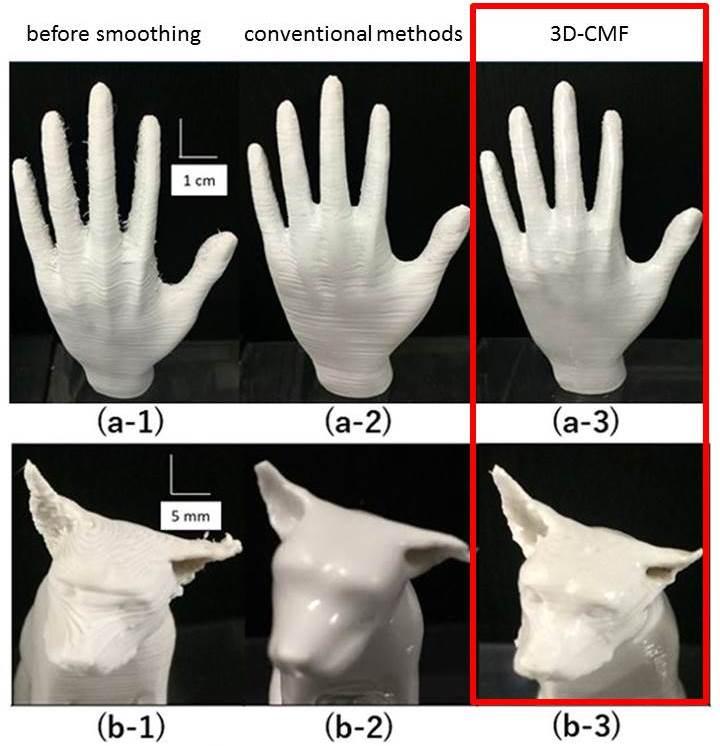
Sichtbare Layer-Linien und eine auffällige Z-Naht gehören zu den häufigsten optischen Herausforderungen im FDM-3D-Druck. Auch wenn sie technisch bedingt nie vollständig verschwinden, lassen sie sich durch gezielte Einstellungen deutlich reduzieren – für eine sauberere Oberfläche und professionellere Bauteile.
1. Layer-Linien im 3D-Druck – Ursachen verstehen

Warum entstehen sichtbare Schichtlinien?
Beim FDM-Druck wird das Objekt Schicht für Schicht aufgebaut. Jede Lage ist minimal sichtbar – besonders bei größeren Layerhöhen oder ungünstigen Druckparametern.
Typische Ursachen:
- Hohe Layerhöhe
- Schwankende Extrusion
- Ungleichmäßige Kühlung
- Mechanische Vibrationen
- Unruhige Z-Achse
2. Layer-Linien reduzieren – die wichtigsten Stellschrauben
🔹 Layerhöhe optimieren
Faustregel:
- Für feine Oberflächen → 0,1–0,16 mm
- Standardqualität → 0,2 mm
- Schneller Druck → 0,24–0,3 mm
Je kleiner die Layerhöhe, desto glatter wirkt die Oberfläche – allerdings steigt die Druckzeit.
🔹 Drucktemperatur fein abstimmen
Zu hohe Temperaturen führen zu:
- verlaufenden Details
- leicht „geschmolzenem“ Erscheinungsbild
Zu niedrige Temperaturen erzeugen:
- schlechte Layerhaftung
- sichtbare Übergänge
👉 Temperatur in 5 °C-Schritten testen.
🔹 Kühlung optimieren
Gleichmäßige Bauteilkühlung sorgt für saubere Schichten.
- PLA → hohe Kühlung (80–100 %)
- PETG → moderat (30–60 %)
- ABS → gering (0–30 %)
Unregelmäßige Kühlung kann Streifen verursachen.
🔹 Mechanik prüfen
Layer-Banding oder wiederkehrende Streifen können durch mechanische Ursachen entstehen:
- Verschmutzte oder trockene Führungen
- Unrunde Gewindespindeln
- Lockere Riemen
- Spiel in der Z-Achse
Regelmäßige Wartung verbessert die Druckqualität deutlich.
3. Z-Naht im 3D-Druck – was ist das?

Die Z-Naht entsteht dort, wo jede neue Schicht beginnt und endet. An dieser Stelle kann sich minimal überschüssiges Material sammeln – sichtbar als kleine Linie oder Punktreihe entlang der Bauteilwand.
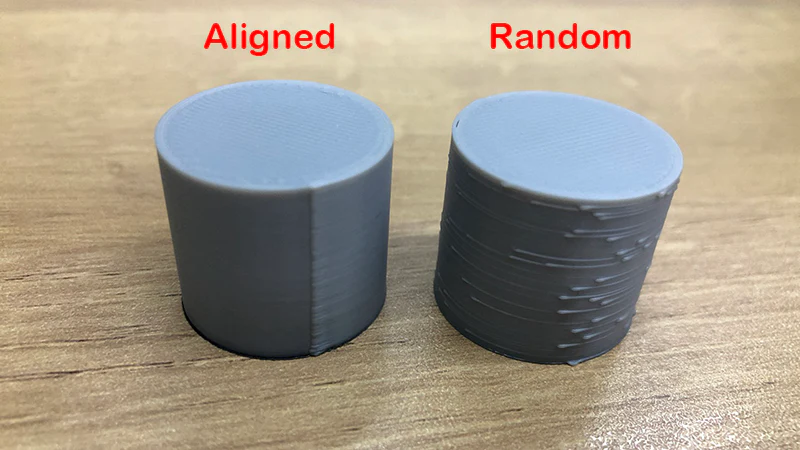
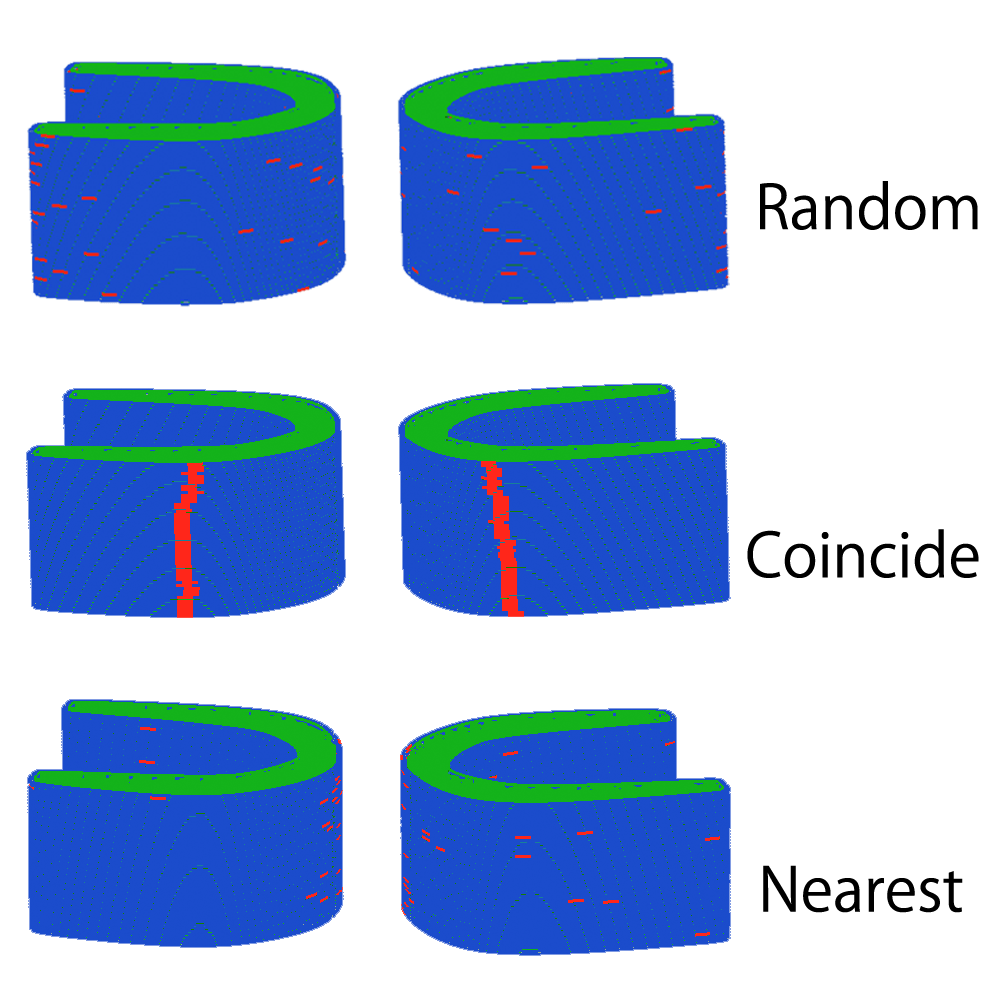
4. Z-Naht gezielt steuern
🔹 Naht-Position im Slicer einstellen
Die meisten Slicer bieten Optionen wie:
- „Aligned“ (ausgerichtet) → Naht an einer festen Stelle
- „Rear“ → Naht auf Rückseite
- „Random“ → gleichmäßig verteilt
Tipp: Bei funktionalen Bauteilen Naht auf eine Kante legen. Bei runden Objekten „Aligned“ oder „Rear“ wählen.
🔹 Coasting & Wipe aktivieren
Diese Funktionen reduzieren Materialdruck vor dem Layerwechsel:
- Coasting → Stoppt Extrusion minimal früher
- Wipe → Wischt überschüssiges Material ab
Besonders hilfreich bei PETG.
🔹 Linear Advance / Pressure Advance nutzen
Moderne Firmware-Funktionen (z. B. bei Klipper oder Marlin) regulieren den Materialdruck im Hotend präziser und reduzieren Blobs an der Z-Naht deutlich.
5. Oberflächenqualität insgesamt verbessern
🔹 Druckgeschwindigkeit reduzieren
Langsamer drucken = gleichmäßigere Schichten. Besonders Außenwände sollten langsamer gedruckt werden als Infill.
🔹 Außenwände zuletzt drucken
Viele Slicer bieten die Option „Outer walls last“. Das sorgt für saubere Außenflächen ohne sichtbare Infill-Abdrücke.
🔹 Mehr Perimeter verwenden
Mehr Außenwände (z. B. 3 statt 2) verbessern:
- Stabilität
- Optik
- Gleichmäßigkeit der Oberfläche
6. Nachbearbeitung für perfekte Oberflächen
Falls Layer-Linien optisch stören:
- Schleifen (Körnung 200–1000)
- Füller & Lackierung
- Aceton-Glätten bei ABS
- Epoxid-Beschichtung
Für technische Bauteile ist dies oft nicht notwendig – für Designobjekte jedoch sinnvoll.
Profi-Checkliste für glatte Oberflächen
- ✔ Layerhöhe passend wählen
- ✔ Temperatur optimal einstellen
- ✔ Kühlung materialgerecht einsetzen
- ✔ Mechanik regelmäßig warten
- ✔ Z-Naht bewusst platzieren
- ✔ Außenwände langsamer drucken
Fazit
Layer-Linien und Z-Naht sind natürliche Begleiterscheinungen des FDM-3D-Drucks – aber kein Qualitätsmangel, wenn sie kontrolliert werden. Mit gezielten Slicer-Einstellungen, sauberer Mechanik und materialgerechter Kühlung lassen sich Oberflächen deutlich verbessern.
Wer systematisch optimiert, erreicht sichtbar professionellere Druckergebnisse.