Eine verstopfte Düse (Nozzle-Clog) gehört zu den häufigsten Ursachen für schlechte Druckqualität. Typische Folgen sind Unterextrusion, klackender Extruder, raue Oberflächen oder komplette Druckabbrüche.
📌 Typische Anzeichen einer verstopften Düse


Unterextrusion, klackender Extruder, Lücken in Layern, dünne oder fehlende Linien, raue Oberfläche, kompletter Materialstopp.
🧠 Warum verstopft eine Düse?
Häufige Ursachen:
- 🌡 Zu niedrige Drucktemperatur
- 🧵 Schmutziges oder feuchtes Filament
- 🔁 Häufige Materialwechsel ohne Reinigung
- 🔥 Heatcreep (Filament wird zu früh weich)
- 🪨 Abrasive Materialien ohne gehärtete Düse
🛠 Methoden zur Düsenreinigung
1️⃣ Cold Pull (empfohlene Standardmethode)
Geeignet für: Teilverstopfungen & Rückstände
So geht's:
- Düse auf Drucktemperatur aufheizen
- Reinigungsfilament oder Nylon einführen
- Temperatur auf ca. 90–120 °C (PLA) abkühlen lassen
- Filament kräftig herausziehen
➡ Schmutzpartikel kommen oft sichtbar mit heraus.
💡 Mehrfach wiederholen, bis die Spitze sauber aussieht.
2️⃣ Reinigung mit Nadel
Geeignet für: Leichte Blockaden
Wichtig:
- Nur bei aufgeheizter Düse!
- Passende Nadeldicke verwenden (z. B. 0,4 mm Düse → 0,35 mm Nadel)
- ⚠ Nur vorsichtig einführen – nicht die Innenwand beschädigen.
3️⃣ Düse ausbauen & extern reinigen
Geeignet für: Hartnäckige Verstopfung
Vorgehen:
- Hotend aufheizen
- Düse im heißen Zustand lösen
- Mit Lötbrenner ausbrennen ODER in Aceton (nur bei ABS-Resten) reinigen
- Innen mit dünnem Draht freimachen
⚠ Niemals kalt lösen → Gefahr von Gewindeschäden!
🔧 Düse richtig wechseln (mechanisch korrekt!)
Schritt-für-Schritt:
- Hotend auf Drucktemperatur aufheizen
- Filament entladen
- Alte Düse im heißen Zustand lösen
- Neue Düse handfest eindrehen
- Bei ca. 250 °C final nachziehen (ca. 1/8 Umdrehung)
👉 Wichtig: Die Düse muss gegen den Heatbreak abdichten, nicht gegen den Heizblock!
📌 So sehen gängige Düsentypen aus


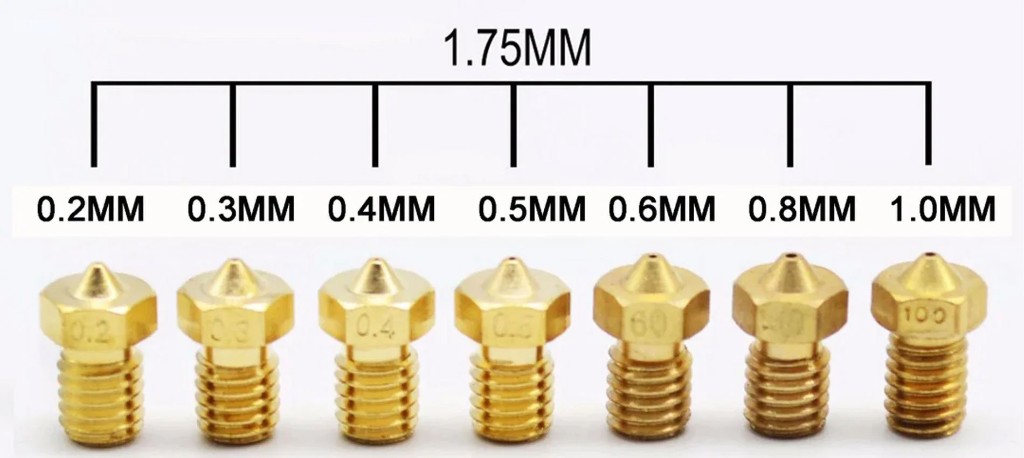
Standard-Düsen (M6 oder M8) haben eine konische Spitze mit unterschiedlichen Lochdurchmessern (0,2 / 0,4 / 0,6 / 0,8 mm). Gehärtete Düsen sind für abrasive Materialien (Carbon, Glow-in-the-Dark) nötig.
🎯 Qualitäts-Tipps zur Vorbeugung
- ✔ Filament trocken lagern (Feuchtigkeit → Ablagerungen)
- ✔ Temperatur korrekt einstellen (Temperaturturm drucken)
- ✔ Regelmäßig Cold Pull bei Materialwechsel
- ✔ Abrasive Filamente nur mit gehärteter Düse drucken
- ✔ Maximalen Volumendurchfluss beachten
- ✔ Heatbreak sauber gekühlt halten
🧪 Diagnosehilfe
| Symptom | Wahrscheinliche Ursache |
|---|---|
| Klackender Extruder | Düse teilweise dicht |
| Dünne Linien | Teilverstopfung |
| Komplett kein Materialfluss | Totale Blockade |
| Problem nach 30+ Minuten | Heatcreep |
🧠 Profi-Wissen zur Mechanik
Eine Düse verstopft nicht „einfach so“. Fast immer ist es ein thermisches oder mechanisches Zusammenspiel:
- Zu wenig Temperatur → hoher Gegendruck
- Zu hoher Flow → Hotend überfordert
- Schlechte Kühlung → Material weicht zu früh auf
Der Extruder ist nur der „Symptomgeber“.