Kleine Blobs, Noppen oder Materialansammlungen auf der Oberfläche zählen zu den häufigsten optischen Problemen im FDM-3D-Druck. Sie treten meist punktuell auf – oft an der Z-Naht oder bei Richtungswechseln – und beeinträchtigen die Oberflächenqualität sichtbar.
Mit der richtigen Kombination aus Temperatur, Retraction, Druckkontrolle und Slicer-Einstellungen lassen sich diese Unebenheiten deutlich reduzieren.
Was sind Blobs im 3D-Druck?
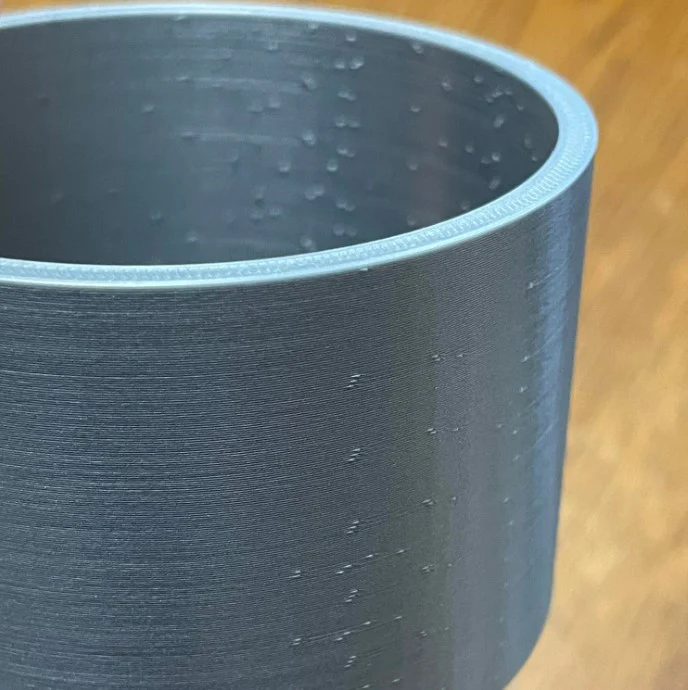


Typische Merkmale:
- Kleine Materialknubbel (auch „Zits“ genannt)
- Punktuelle Erhebungen entlang der Z-Naht
- Unregelmäßige Oberfläche bei glatten Wänden
- Materialansammlungen an Start-/Endpunkten
Hauptursachen für Blobs und Noppen
1. Zu hoher Materialdruck im Hotend
Beim Layerwechsel oder bei Richtungsänderungen bleibt Restdruck im Hotend. Wird dieser nicht sauber abgebaut, tritt überschüssiges Material aus.
Typische Folgen:
- Blobs an der Z-Naht
- Kleine Punkte an Außenwänden
2. Zu hohe Drucktemperatur
Je heißer das Filament, desto dünnflüssiger wird es. Dadurch fließt es leichter nach und bildet Noppen.
👉 Temperatur in 5-°C-Schritten reduzieren und Testdruck durchführen.
3. Überextrusion
Wenn zu viel Material gefördert wird, sammelt es sich an Übergängen.
Prüfen:
- Flow-Rate / Extrusion Multiplier
- E-Steps Kalibrierung
- Filamentdurchmesser im Slicer
4. Retraction nicht optimal eingestellt
Zu geringe Retraction kann Materialüberschuss verursachen. Zu aggressive Retraction kann hingegen ebenfalls Druckschwankungen erzeugen.
Richtwerte:
- Direct Drive: 0,5–2 mm
- Bowden: 3–6 mm
Slicer-Einstellungen gegen Blobs
🔹 Coasting aktivieren
Stoppt die Extrusion minimal vor dem Bahnende. Das reduziert Materialüberschuss an Übergängen.
🔹 Wipe-Funktion nutzen
Die Düse „wischt“ überschüssiges Material am Ende einer Bahn ab. Besonders effektiv bei PETG.
🔹 Z-Naht gezielt platzieren
Blobs entstehen häufig an der Z-Naht.
Optionen im Slicer:
- Naht auf Rückseite legen
- An Kanten platzieren
- „Aligned“ statt „Random“ verwenden
So bleibt die sichtbare Oberfläche sauberer.
🔹 Linear Advance / Pressure Advance
Moderne Firmware-Funktionen regulieren den Druck im Hotend dynamisch. Sie reduzieren deutlich Materialansammlungen bei Geschwindigkeitswechseln.
Mechanische Ursachen prüfen
- Teilweise verstopfte Düse
- Verschmutzter Hotend-Bereich
- Unsaubere Filamentführung
- Unruhige Extrudermotor-Bewegung
Selbst kleine Widerstände im Filamentpfad können zu Druckschwankungen führen.
Druckgeschwindigkeit optimieren
Hohe Geschwindigkeiten erzeugen stärkere Druckschwankungen im Hotend.
Tipp:
- Außenwände langsamer drucken
- Beschleunigung reduzieren
- „Jerk“-Werte moderat einstellen
Materialabhängige Anfälligkeit
| Material | Blob-Anfälligkeit |
|---|---|
| PLA | Gering bis mittel |
| PETG | Hoch |
| ABS | Mittel |
| TPU | Mittel bis hoch |
PETG neigt besonders zu Materialansammlungen aufgrund seiner zähflüssigen Eigenschaften.
Nachbearbeitung bei Blobs
Falls kleine Noppen entstehen:
- Mit Skalpell oder Entgrater vorsichtig entfernen
- Leichtes Schleifen
- Kurzes Erwärmen mit Heißluft (vorsichtig!)
Profi-Checkliste für glatte Oberflächen
- ✔ Temperatur optimal einstellen
- ✔ Flow-Wert prüfen
- ✔ Coasting und Wipe testen
- ✔ Retraction korrekt abstimmen
- ✔ Z-Naht bewusst positionieren
- ✔ Mechanik regelmäßig warten
Fazit
Blobs und Noppen sind meist kein Hardwareproblem, sondern eine Frage der Feinabstimmung. Mit kontrollierter Extrusion, optimaler Temperatur und sauberen Slicer-Einstellungen lassen sich sichtbare Unebenheiten deutlich reduzieren.
Wer systematisch testet und einzelne Parameter isoliert verändert, erzielt langfristig eine professionelle Oberflächenqualität.